


四方 560系列變頻器在壓力機(jī)上的應(yīng)用
壓力機(jī)具有用途廣泛,生產(chǎn)效率高等特點(diǎn),可廣泛應(yīng)用于切斷、沖孔、落料、彎曲、鉚合和成形等工藝。本文主要介紹了四方V560系列變頻器在山東淄博某工廠壓力機(jī)上的應(yīng)用,V560系列變頻器卓越的矢量控制性能能滿足壓力機(jī)快速加減速、快速正反轉(zhuǎn)切換工藝要求。
一、工藝介紹和要求:
壓力機(jī)由電機(jī)經(jīng)過傳動(dòng)機(jī)構(gòu)帶動(dòng)工作機(jī)構(gòu),對(duì)工件施加工藝力,分為螺旋壓力機(jī)、曲柄壓力機(jī)和液壓機(jī)三大類。
本文介紹的壓力機(jī)是螺旋壓力機(jī)。螺旋壓力機(jī)是用螺桿、螺母作為傳動(dòng)機(jī)構(gòu),并靠螺旋傳動(dòng)飛輪的正反向回轉(zhuǎn)運(yùn)動(dòng)轉(zhuǎn)變?yōu)榛瑝K的上下往復(fù)運(yùn)動(dòng)的鍛壓機(jī)械。啟動(dòng)時(shí),滑塊從起始位置快速加速到指定速度,快接近工件時(shí),飛輪失去控制,自由減速,存貯在旋轉(zhuǎn)飛輪的動(dòng)能轉(zhuǎn)化為沖擊能,打擊工件后,要求飛輪快速反轉(zhuǎn)(0.1S左右)離開工件,返回到某一位置后準(zhǔn)備下一次打擊。
二、壓力機(jī)工作原理
數(shù)控電動(dòng)螺旋壓力機(jī)運(yùn)行時(shí),電機(jī)帶動(dòng)滑塊運(yùn)動(dòng),大齒輪有足夠的慣量,起著飛輪儲(chǔ)能的作用。輸入啟動(dòng)信號(hào)后,電機(jī)由靜止?fàn)顟B(tài)經(jīng)小齒輪、大齒輪帶動(dòng)滑塊加速下行,電機(jī)達(dá)到預(yù)先設(shè)置的打擊能量所要求的轉(zhuǎn)速時(shí),利用大齒輪儲(chǔ)存的動(dòng)能作功,使制件成形。大齒輪釋放能量后電機(jī)立即帶動(dòng)大齒輪反轉(zhuǎn),返回一定轉(zhuǎn)角后,電機(jī)進(jìn)入制動(dòng)狀態(tài),由電動(dòng)機(jī)轉(zhuǎn)為發(fā)電機(jī),使大齒輪帶動(dòng)滑塊回到預(yù)先設(shè)置的位置。
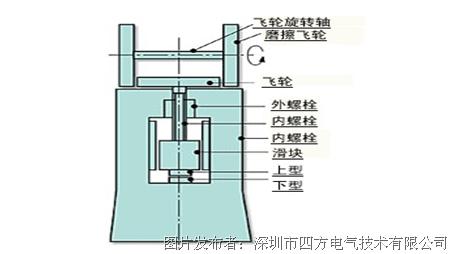
圖1 工作原理圖
三、系統(tǒng)控制方案
1、系統(tǒng)配置
主電機(jī):三相八極異步電動(dòng)機(jī),額定功率18.5KW,轉(zhuǎn)速范圍50-750r/min;
驅(qū)動(dòng)器:四方V560-4T0220;
其他:臺(tái)達(dá)PLC,威倫觸摸屏,接近開關(guān),其他線材輔材若干。
2、電氣原理圖(如圖2)

圖2 電氣原理圖
3、變頻器調(diào)試參數(shù)(參考值):
參數(shù) | 設(shè)定值 | 說(shuō)明 |
F0.0.09 | 0 | 開環(huán)矢量控制模式 |
F0.0.25 | 16 | 頻率由MODBUS通信給定 |
F0.0.33 | 1 | 運(yùn)行命令由外部端子控制 |
F2.0.00 | 22 | 電機(jī)功率 |
F1.0.03 | 0.1 | 加速時(shí)間 |
F1.0.04 | 0.1 | 減速時(shí)間 |
Fa.0.01 | 3 | MODBUS通信參數(shù)設(shè)置 |
Fa.0.02 | 1 | 本機(jī)站地址 |
4、方案介紹:
本方案的關(guān)鍵在于變頻器的性能與參數(shù)設(shè)置,螺旋壓力機(jī)對(duì)變頻器具有以下的幾個(gè)核心要求:
(1) 快速加減速;
(2) 快速正反轉(zhuǎn),正反轉(zhuǎn)切換時(shí)無(wú)死區(qū);
(3) 抗大慣量負(fù)載沖擊能力強(qiáng)。
針對(duì)螺旋壓力機(jī)的工藝特點(diǎn),我們選擇配置四方V560系列變頻器,V560系列是一款高性能矢量變頻器,其有如下特點(diǎn):
? 過載能力強(qiáng),150%額定電流可持續(xù)60S;180%額定電流可持續(xù)2S;
? 調(diào)速范圍寬,穩(wěn)速精度高;
? 動(dòng)態(tài)響應(yīng)快,可以實(shí)現(xiàn)快速的加減速和正反轉(zhuǎn)切換;
? 優(yōu)異的加減速特性;
? 矢量模式下零速200%啟動(dòng)力矩。
? 獨(dú)有的過壓過流調(diào)節(jié)器功能,可完美解決大慣量負(fù)載的沖擊問題;
5、系統(tǒng)方案優(yōu)點(diǎn):
(1)安全性高,可靠性強(qiáng):與傳統(tǒng)的繼電器接觸器控制相比,PLC與變頻控制使系統(tǒng)的安全性大大增強(qiáng);
(2)控制性能優(yōu)異:優(yōu)異的矢量控制算法可以實(shí)現(xiàn)快速的轉(zhuǎn)矩響應(yīng)時(shí)間;
(3)抗大慣量負(fù)載沖擊能力強(qiáng):非常適合螺旋壓力機(jī)工藝要求;
(4)工作效率高:通過快速加減速,大大的縮短工作周期時(shí)間;
(5)操作簡(jiǎn)單方便:V560系列變頻器可選多種通訊方式,可方便的與觸摸屏/PLC組成全自動(dòng)控制系統(tǒng),只用腳踏開關(guān)啟動(dòng),自動(dòng)完成整個(gè)打擊過程。
四、小結(jié)
螺桿壓力機(jī)要求主電機(jī)在低轉(zhuǎn)速時(shí)大轉(zhuǎn)矩輸出,否則在提升時(shí)出現(xiàn)扭力不足的現(xiàn)象;并且需要有快速加減速能力,實(shí)現(xiàn)在較短的行程內(nèi)產(chǎn)生強(qiáng)大的沖擊力。本方案選用四方V560系列高性能矢量型變頻器,具有閉環(huán)矢量、開環(huán)矢量、轉(zhuǎn)矩控制、V/F等多種控制算法,優(yōu)異的驅(qū)動(dòng)特性,保證主電機(jī)能快速加減速和快速正反切換,完全滿足螺旋壓力機(jī)的工藝要求特性。目前已有數(shù)十套設(shè)備成功應(yīng)用在山東淄博某加工廠,得到了客戶的好評(píng)。




 投訴建議
投訴建議
提交

四方變頻器在圓錐破碎機(jī)上的應(yīng)用

CA200E系列總線型伺服驅(qū)動(dòng)器
展會(huì)三連,現(xiàn)場(chǎng)直擊

四方電氣新品發(fā)布:CA200系列伺服驅(qū)動(dòng)器

四方電氣展會(huì)預(yù)告丨“造”動(dòng)十一月